Key Takeaways: Identifying Uncertainty Sources
- Common Categories: Sources typically stem from the Equipment, Environment, Operator, Method, and the Measurand itself.
- Equipment: Includes calibration uncertainty, resolution, stability (drift), and repeatability.
- Environment: Factors like temperature, humidity, vibration, and barometric pressure that influence the measurement.
- Human Factors: Operator bias, parallax errors, and inconsistencies in technique or standard operating procedures.
- Method & Process: Errors introduced by software, data rounding, or assumptions made in the measurement function.
- ISO 17025 Requirement: Labs must identify all significant contributors to uncertainty before moving to quantification.
Einführung
Haben Sie sich jemals gefragt, welche Unsicherheitsquellen bei Messungen Sie in Ihr Unsicherheitsbudget einbeziehen sollten? Ich schon, und ich bin sicher, Sie auch.
Heute zeige ich Ihnen sieben Unsicherheitsquellen, die in jedes Unsicherheitsbudget einfließen sollten. Der Grund dafür ist, dass diese Unsicherheitsquellen typischerweise jede Messung beeinflussen, die Sie jemals durchführen werden.
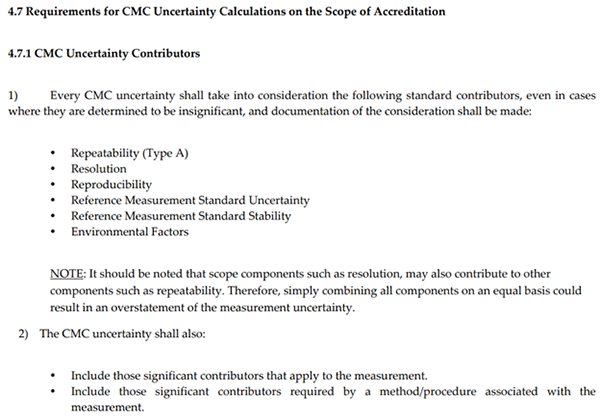
Ein weiterer Grund, warum Sie diese Faktoren in Ihr Unsicherheitsbudget einbeziehen sollten, ist, dass sie häufige Unsicherheitsbeiträge darstellen, die von vielen Akkreditierungsstellen gefordert werden. Sehen Sie sich die Abbildung unten an oder lesen Sie das A2LA R205-Anforderungsdokument und scrollen Sie zu Abschnitt 4.7.1.
Um Ihnen dabei zu helfen, bessere Unsicherheitsbudgets zu erstellen und die Messunsicherheit angemessener abzuschätzen, habe ich eine Liste mit 7 Unsicherheitsquellen bei Messungen erstellt, die in jedem Unsicherheitsbudget enthalten sein sollten.
Darüber hinaus werde ich Ihnen nicht nur erklären, was diese Unsicherheitsquellen sind, sondern Ihnen auch zeigen, wie Sie diese bewerten und ihren Wert anhand der Ihnen bereits vorliegenden Daten berechnen können.
Quellen der Unsicherheit
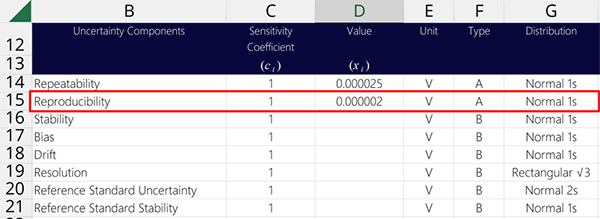
Die Messunsicherheit kann von vielen Faktoren beeinflusst werden. Diese Faktoren lassen sich jedoch einer der sechs Hauptkategorien zuordnen, die die Messunsicherheit beeinflussen .
Wenn Sie das nächste Mal eine Unsicherheitsanalyse beginnen und nach Quellen von Messunsicherheiten suchen, denken Sie zunächst an Unsicherheitsfaktoren, die in diese Kategorien fallen.
Die 6 Kategorien, die die Messunsicherheit beeinflussen, sind:
- Ausrüstung,
- Zu testendes Gerät
- Operator,
- Verfahren,
- Kalibrierung und
- Umfeld.
Quellen für jedes Unsicherheitsbudget
In diesem Leitfaden zeige ich Ihnen die sieben Unsicherheitsquellen bei Messungen, die in jedes Unsicherheitsbudget einfließen sollten. Sie erfahren:
- Was sie sind;
- Wie man sie berechnet; und
- Beispiele für ihre Anwendung.
Die in diesem Leitfaden behandelten sieben Unsicherheitsquellen sollten die Hauptfaktoren für die Unsicherheitsanalyse darstellen, mit denen Sie jede Unsicherheitsanalyse beginnen. Nachdem Sie diese sieben Quellen bewertet haben, müssen Sie weitere Faktoren berücksichtigen, die zur Unsicherheit Ihres Tests oder Ihrer Kalibrierung beitragen.
Mehr dazu erfahren Sie am Ende des Leitfadens.
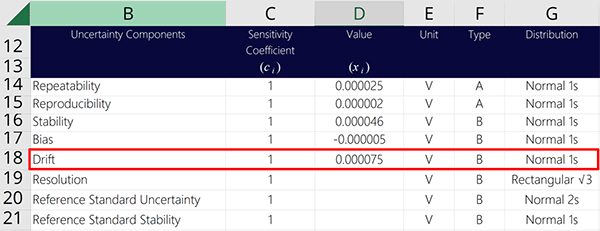
Die sieben Unsicherheitsquellen bei Messungen, die in jedes Unsicherheitsbudget einbezogen werden sollten, sind nachfolgend aufgeführt:
- Wiederholbarkeit
- Reproduzierbarkeit
- Stabilität
- Drift
- Voreingenommenheit
- Auflösung
- Unsicherheit des Referenzstandards
In den folgenden Abschnitten erfahren Sie mehr über die einzelnen Faktoren, die zur Messunsicherheit beitragen.
Klicken Sie hier, um den Rechner für die 7 Unsicherheitsquellen kostenlos herunterzuladen!
1. Wiederholbarkeit
Die Wiederholbarkeit ist eine Unsicherheitsquelle bei Messungen, die in jedes Unsicherheitsbudget einbezogen werden sollte. Es handelt sich um eine Unsicherheit vom Typ A , die durch eine Normalverteilung mit k=1 charakterisiert ist.
Sie können die Wiederholbarkeit selbst testen, indem Sie wiederholte Messungen unter ähnlichen Bedingungen durchführen (d. h. nichts ändern). Anschließend bewerten Sie die Wiederholbarkeit, indem Sie die Standardabweichung berechnen und diese in Ihr Unsicherheitsbudget einbeziehen.
Die meisten Akkreditierungsstellen fordern die Wiederholbarkeit jeder Unsicherheitsanalyse. Wird diese nicht in das Unsicherheitsbudget einbezogen, ist mit einem Mangel zu rechnen.
Lesen Sie weiter, um mehr über Wiederholbarkeit zu erfahren, unter anderem:
- Wie versteht man Wiederholbarkeit?
- Wie berechnet man die Wiederholbarkeit?
- Beispiel für Wiederholbarkeit
- Häufig gestellte Fragen zur Wiederholbarkeit
1.1 Definition der Wiederholbarkeit
Gemäß dem Vokabular der Metrologie ist die Wiederholbarkeit von Messungen wie folgt definiert:
1: Messgenauigkeit unter festgelegten Wiederholbarkeitsbedingungen der Messung (2.20)
Schauen Sie sich das Bild unten an, um die Definition im VIM zu sehen.

Vereinfacht gesagt, beschreibt die Wiederholbarkeit die Streuung Ihrer Messergebnisse unter ähnlichen Bedingungen. Alle Prozessparameter müssen unverändert bleiben ; es dürfen sich weder Ausrüstung, Bediener, Methode, Tage noch Umgebungsbedingungen ändern. Jede Messung sollte unter Bedingungen wiederholt werden, die dem ursprünglichen Ergebnis so nahe wie möglich kommen.
1.2 Wie viele Proben sollten Sie sammeln?
Wie viele Proben Sie entnehmen, hängt von Ihrer Situation ab. Die meisten empfehlen 20 bis 30 Proben. Dies ist jedoch nicht in jeder Situation praktikabel.
Manche Verfahren erlauben die Entnahme von 20 Proben, andere hingegen nur 3 bis 5. Sammeln Sie nur so viele Proben, wie es Ihre Situation praktisch zulässt . Gehen Sie mit gesundem Menschenverstand vor und zerbrechen Sie sich nicht den Kopf darüber, wie viele Proben Sie entnehmen sollten.
Sie sollten jedoch wissen, dass laut dem zentralen Grenzwertsatz eine größere Anzahl von Stichproben zu einer kleineren Standardabweichung führt. Das bedeutet, dass eine größere Anzahl von Stichproben eine geringere Unsicherheit zur Folge hat.
1.3 Berechnung der Wiederholbarkeit
Die Berechnung der Wiederholbarkeit ist bei einem einzelnen Datensatz einfach. Man erfasst einfach die Ergebnisse und berechnet die Standardabweichung. Fertig.
Befolgen Sie die nachstehenden Anweisungen zur Berechnung der Wiederholbarkeit:
- Wiederhole eine Messung 'n' Mal.
- Notieren Sie die Ergebnisse jeder Messung.
- Berechnen Sie die Standardabweichung.
Wenn Sie die Wiederholbarkeit für mehr als einen Datensatz berechnen müssen, klicken Sie auf den unten stehenden Link, um zu erfahren, wie Sie die Methode der gepoolten Varianz anwenden.
Wiederholbarkeit für mehrere Datensätze berechnen
1.4 Beispiel zur Berechnung der Wiederholbarkeit
In diesem Beispiel zeige ich Ihnen anhand der obigen Anweisungen Schritt für Schritt, wie Sie die Wiederholbarkeit berechnen. Zusätzlich füge ich Bilder hinzu, damit Sie die Berechnung nachvollziehen können.
1.4.1. Wiederhole eine Messung 'n' Mal
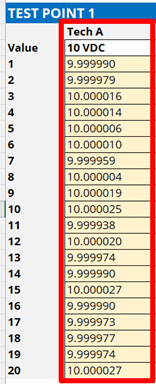
Führen Sie wiederholte Messungen direkt nacheinander durch und achten Sie dabei darauf, dass alle Bedingungen denen der ersten Messung entsprechen. Ändern Sie weder Ihre Konfiguration noch Ihren Ablauf.
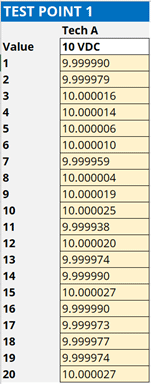
1.4.2. Die Ergebnisse jeder Messung protokollieren.
Halten Sie die Ergebnisse Ihrer Messungen fest. Sie können sie auf Papier notieren oder in eine Tabellenkalkulation oder einen Taschenrechner eingeben. Die Eingabe in eine Tabellenkalkulation ist vorzuziehen, da Sie die Daten in Microsoft Excel analysieren und Ihre Ergebnisse speichern können.
1.4.3. Standardabweichung berechnen
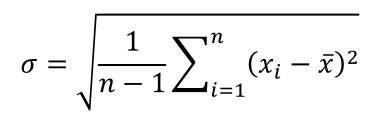
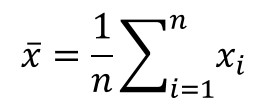
Analysieren Sie die Ergebnisse, indem Sie die Standardabweichung Ihrer aufeinanderfolgenden Messungen berechnen. Sie können die unten stehende Formel für die Standardabweichung oder die Funktion STDEV in Excel verwenden, um die Berechnung zu vereinfachen.
Im folgenden Bild sehen Sie die Formel zur Berechnung der Standardabweichung.
Um die Standardabweichung in Microsoft Excel zu berechnen, verwenden Sie die unten stehende Funktion und sehen Sie sich das Bild als Referenz an.
=STDEV(Zelle 1 :Zelle n )
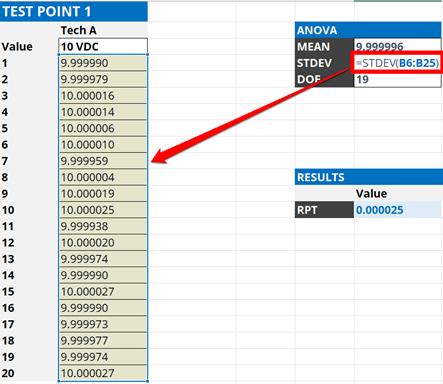
Hinweis: Wenn die Wiederholbarkeit die Grundgesamtheit aller Ihrer Messungen repräsentieren soll, verwenden Sie die Excel-Funktion STDEV.P().
Die Standardabweichung entspricht der Unsicherheit bezüglich der Wiederholbarkeit. Addieren Sie sie zu Ihrem Unsicherheitsbudget und beschreiben Sie sie mithilfe einer Normalverteilung mit k=1.
2. Reproduzierbarkeit
Die Reproduzierbarkeit ist eine Unsicherheitsquelle bei Messungen, die in jede Unsicherheitsbilanz einbezogen werden sollte. Sie zeigt an, wie stark Ihre Messungen unter reproduzierbaren Bedingungen variieren.
Die meisten Akkreditierungsstellen verlangen, dass Sie die Reproduzierbarkeit in Ihre Unsicherheitsanalyse einbeziehen. Abhängig von Ihrem Messverfahren kann Ihr Gutachter Ihre Daten vom Typ A einsehen und überprüfen, ob diese in Ihrem Unsicherheitsbudget berücksichtigt sind.
Der Unterschied zwischen Reproduzierbarkeit und Wiederholbarkeit besteht darin, dass man im Messprozess eine Variable verändern muss. Hier ist eine Liste der fünf gängigsten Arten von Reproduzierbarkeitstests .
2.1 5 Arten von Reproduzierbarkeitstests
Nachfolgend finden Sie eine Liste der 5 häufigsten Arten von Reproduzierbarkeitstests :
- Reproduzierbarkeit zwischen Bedienern
- Geräte vs. Gerätereproduzierbarkeit
- Methode vs. Methodenreproduzierbarkeit
- Reproduzierbarkeit von Tag zu Tag
- Umwelt vs. Reproduzierbarkeit der Umwelt
Welche Art von Reproduzierbarkeitstest Sie durchführen, bleibt Ihnen überlassen. In der folgenden Tabelle finden Sie jedoch gängige Empfehlungen.

2.2 Definition der Reproduzierbarkeit
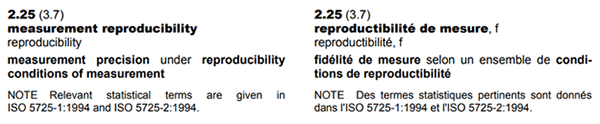
Gemäß dem Vokabular der Metrologie (VIM) ist Reproduzierbarkeit wie folgt definiert:
1: Messgenauigkeit unter Reproduzierbarkeitsbedingungen der Messung (2.21)
Im folgenden Bild sehen Sie die Definition der Reproduzierbarkeit im VIM.
2.3 Berechnung der Reproduzierbarkeit
Die Berechnung der Reproduzierbarkeit ist einfach. Man führt einen Wiederholbarkeitstest durch, ändert eine Variable und führt einen weiteren Wiederholbarkeitstest durch. Anschließend wertet man die Variabilität der Ergebnisse aus.
Befolgen Sie die nachstehenden Anweisungen, um die Unsicherheit aufgrund der Reproduzierbarkeit zu berechnen :
- Führen Sie einen Wiederholbarkeitstest durch
- Berechnen Sie den Mittelwert oder Durchschnitt der Ergebnisse
- Ändern Sie eine Variable:
- Bediener,
- Ausrüstung,
- Methoden,
- Zeit oder
- Umgebungen,
- Führen Sie einen neuen Wiederholbarkeitstest durch
- Berechnen Sie den Mittelwert oder Durchschnitt der Ergebnisse
- Berechnen Sie die Standardabweichung der Testmittelwerte.
Falls Sie weitere Hilfe benötigen, sehen Sie sich die folgenden Bilder zur Orientierung an.
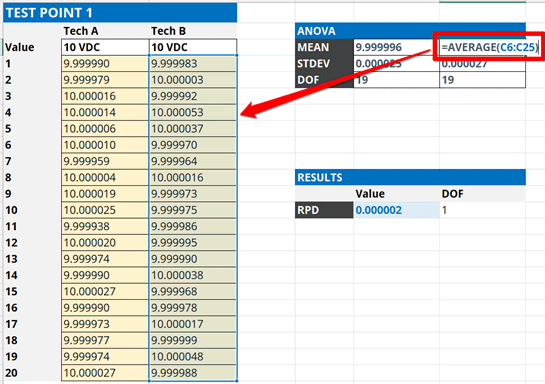
2.4 Beispiel für die Berechnung der Reproduzierbarkeit (Vollständige Aufschlüsselung)
In diesem Beispiel zeige ich Ihnen anhand der obigen Anweisungen Schritt für Schritt, wie Sie die Reproduzierbarkeit berechnen. Außerdem füge ich Bilder hinzu, damit Sie die Berechnung nachvollziehen können.
2.4.1 Durchführung eines Wiederholbarkeitstests
Führen Sie einen Wiederholbarkeitstest durch, indem Sie wiederholte Messungen direkt nacheinander vornehmen und Ihre Ergebnisse protokollieren. Sie benötigen diese, um die Reproduzierbarkeit zu beurteilen.
2.4.2 Berechnen Sie den Durchschnitt der Ergebnisse
Berechnen Sie den Mittelwert oder Durchschnitt der Ergebnisse mithilfe der unten stehenden Formel oder der Funktion MITTELWERT in Excel.
Nachfolgend finden Sie die Formel zur Berechnung des Mittelwerts Ihrer Ergebnisse.
Wenn Sie lieber ein Tabellenkalkulationsprogramm verwenden möchten, nutzen Sie die Funktion MITTELWERT.
=MITTELWERT(Zelle 1 :Zelle n )
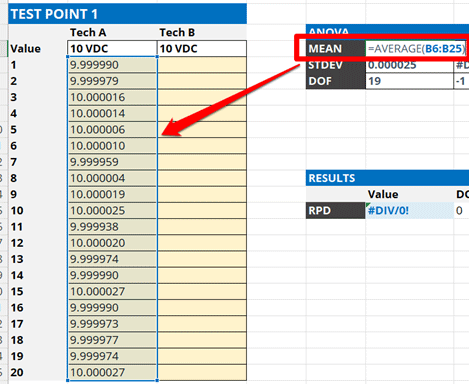
2.4.3 Eine Variable ändern
Um einen Reproduzierbarkeitstest durchzuführen , müssen Sie eine Variable ändern und die Ergebnisse reproduzieren. Welche Variable Sie ändern, bleibt Ihnen überlassen. Es gibt jedoch einige gängige Empfehlungen, die von Ihrer Laborart abhängen.
Häufig verwendete Variablen für Reproduzierbarkeitstests sind:
- Bediener – Am besten geeignet für Labore mit mehreren Bedienern (am häufigsten)
- Ausstattung – Am besten geeignet für Labore mit mehr als einem Standard/Gerät
- Methoden – Am besten für Labore: Verwenden Sie mehr als eine Methode
- Zeitaufwand (z. B. Tage) – Am besten geeignet für Labore mit nur einem Bediener
- Umgebungen (z. B. Labor vs. Feld) – Am besten geeignet für Labore, die sowohl im Labor als auch im Feld arbeiten.
2.4.4 Führen Sie einen weiteren Wiederholbarkeitstest durch
Führen Sie einen weiteren Wiederholbarkeitstest mit der neuen Variablen durch, indem Sie wiederholte, direkt aufeinanderfolgende Messungen vornehmen, und notieren Sie Ihre Ergebnisse.
2.4.5 Berechnen Sie den Durchschnitt der Ergebnisse
Berechnen Sie den Mittelwert oder Durchschnitt der Ergebnisse aus dem zweiten Wiederholbarkeitstest.
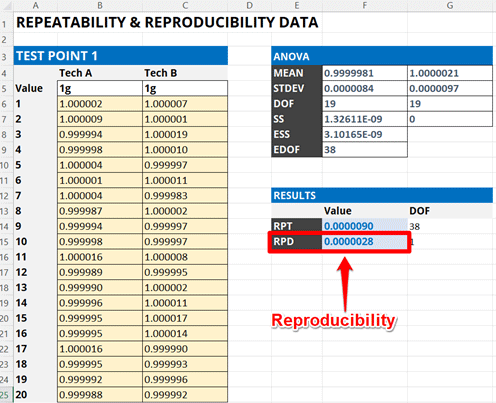
2.4.6 Standardabweichung der Ergebnisse berechnen
Berechnen Sie die Standardabweichung der beiden in den vorherigen Schritten ermittelten Mittelwerte. Dies entspricht der Reproduzierbarkeit Ihrer Test- oder Messergebnisse.
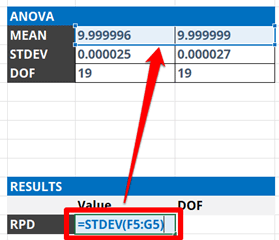
Addieren Sie die berechnete Reproduzierbarkeit zu Ihrem Unsicherheitsbudget und charakterisieren Sie sie als Unsicherheit vom Typ A mit einer Normalverteilung , wobei k=1.
3. Stabilität
Stabilität ist eine Quelle von Messunsicherheit, die in die meisten Unsicherheitsbudgets einbezogen werden sollte. Sie ist ein Einflussfaktor, den Sie wie folgt berücksichtigen können:
- Teste dich selbst!
- Berechnen Sie anhand Ihrer Kalibrierungsergebnisse, oder
- Die Ergebnisse finden Sie in den Herstellerspezifikationen.
Stabilität ist eine zufällige Unsicherheit, die zur Beurteilung der Variabilität Ihrer Messwerte im Zeitverlauf verwendet wird. Sie wird häufig mit Drift verwechselt, einer systematischen Unsicherheit (darauf gehen wir später ein).
Zusammenfassend lässt sich sagen, dass die Stabilität bestimmt, wie stabil Ihr Messprozess im Laufe der Zeit ist.
Wenn Sie bei A2LA akkreditiert sind, wird dies in deren R205-Anforderungsdokumenten als „ Referenzstandardstabilität “ bezeichnet.
3.1 Definition der Stabilität
Gemäß dem Vokabular der Metrologie (VIM) ist Stabilität wie folgt definiert:
1: Eigenschaft eines Messgeräts, bei der seine messtechnischen Eigenschaften zeitlich konstant bleiben (4.19)
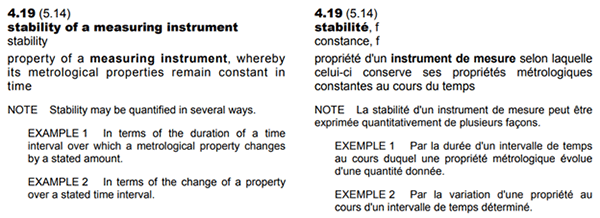
To simplify, it is an evaluation to determine how stable or consistent your measurements are over time.
3.2 Wie berechnet man die Stabilität?
3.2.1 Methode A: Herstellerspezifikation
In diesem Abschnitt erfahren Sie, wie Sie die Genauigkeitsangaben des Herstellers für die Stabilität nutzen können.
Nutzen Sie diese Option, wenn Sie:
- Es wird nur ein Kalibrierungsbericht benötigt (d. h. typischerweise für neue Geräte).
- Die Stabilität soll nicht anhand vorheriger Kalibrierungsergebnisse berechnet werden.
- Scheuen Sie sich nicht, Ihre Unsicherheit bezüglich der CMC etwas zu übertreiben.
- Lassen Sie sich nicht davon beirren, dass die Unsicherheit der CMC größer ist als die Genauigkeit des Geräts.
- Weniger Risiko bei Ihren Messergebnissen ist vorzuziehen.
Befolgen Sie die nachstehenden Anweisungen, um Stabilität zu erreichen:
- Lesen Sie die Bedienungsanleitung und die Datenblätter des Geräts.
- Ermitteln Sie die Genauigkeits- oder Stabilitätsvorgaben für die zu bewertende Funktion.
- Falls erforderlich, berechnen Sie die Stabilität anhand der Herstellerangaben.
- Addieren Sie den Wert zu Ihrem Unsicherheitsbudget für:
- Stabilität oder
- Stabilität des Referenzstandards.
3.2.2 Methode B: Kalibriertoleranz
In diesem Abschnitt erfahren Sie, wie Sie Kalibrierungstoleranzen zur Stabilitätsprüfung nutzen können.
Nutzen Sie diese Option, wenn Sie:
- Es wird nur ein Kalibrierungsbericht benötigt (d. h. typischerweise für neue Geräte).
- Die Stabilität soll nicht anhand vorheriger Kalibrierungsergebnisse berechnet werden.
- Scheuen Sie sich nicht, Ihre Unsicherheit bezüglich der CMC etwas zu übertreiben.
- Lassen Sie sich nicht davon beirren, dass die Unsicherheit der CMC größer ist als die Genauigkeit des Geräts.
- Weniger Risiko bei Ihren Messergebnissen ist vorzuziehen.
Befolgen Sie die nachstehenden Anweisungen, um Stabilität zu erreichen:
- Prüfen Sie den aktuellsten Kalibrierungsbericht des Geräts.
- Ermitteln Sie die Kalibrierungstoleranz für die auszuwertende Funktion.
- Falls erforderlich, berechnen Sie die Unsicherheit aus den Kalibriertoleranzen.
- Ermitteln Sie die oberen und unteren Grenzwerte.
- Subtrahiere den oberen Grenzwert vom unteren Grenzwert.
- Teile das Ergebnis durch zwei (d. h. 2).
- Addieren Sie den Wert zu Ihrem Unsicherheitsbudget für:
- Stabilität oder
- Stabilität des Referenzstandards.
3.2.3 Methode C: Vorherige Kalibrierungsdaten
In this section, you will learn how to calculate stability from your calibration results.
Nutzen Sie diese Option, wenn Sie:
- Es sollten mindestens drei Kalibrierungsberichte vorliegen (d. h. aktuelle und frühere Berichte).
- Eine geringere Unsicherheit hinsichtlich der CMC ist wünschenswert (d. h. typischerweise kleiner, kann aber auch größer sein).
- Es macht Ihnen nichts aus, Ihre Unsicherheitsbudgets nach jeder Kalibrierung zu aktualisieren.
- Lassen Sie sich nicht von einem höheren Risiko bei Ihren Messergebnissen abschrecken.
Befolgen Sie die Anweisungen zur Berechnung der Stabilität:
- Überprüfen Sie Ihre letzten 3 Kalibrierungsberichte.
- Notieren Sie die Ergebnisse aus jedem Kalibrierungsbericht.
- Berechnen Sie die Standardabweichung der Kalibrierungsergebnisse.
3.3 Beispiel für die Berechnung der Stabilität
In diesem Beispiel zeige ich Ihnen anhand der obigen Anweisungen Schritt für Schritt, wie Sie die Stabilität berechnen. Zusätzlich füge ich Bilder hinzu, damit Sie die Berechnung nachvollziehen können.
3.3.1. Überprüfen Sie Ihre letzten 3 Kalibrierungsberichte.
Besorgen Sie sich die letzten drei Kalibrierberichte für das zu bewertende Gerät. Suchen Sie anschließend die Kalibrierergebnisse für den Messpunkt, an dem Sie die Unsicherheit abschätzen möchten.
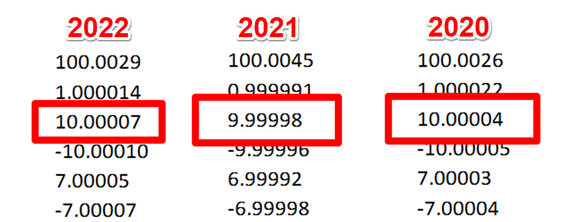
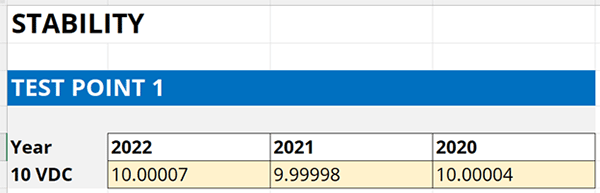
3.3.2. Notieren Sie die Ergebnisse aus jedem Kalibrierungsbericht.
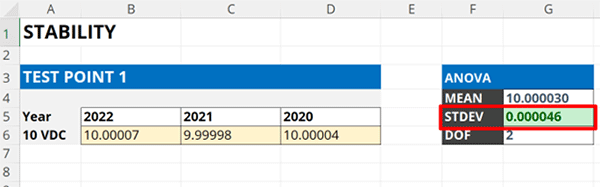
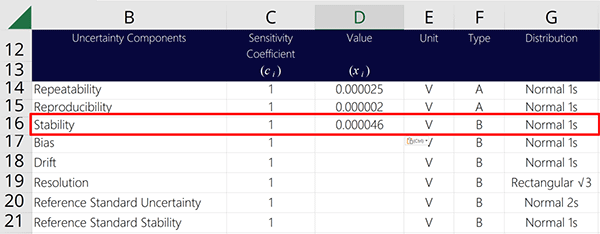
Tragen Sie die Ergebnisse in eine Excel-Tabelle ein. Siehe Abbildung unten als Referenz.
3.3.3. Berechnen Sie die Standardabweichung der Kalibrierungsergebnisse.
Berechnen Sie die Standardabweichung der in die Tabelle eingegebenen Kalibrierungsergebnisse mithilfe der Funktion STDEV.
Im folgenden Bild sehen Sie, wie Sie mit der Funktion STDEV in Microsoft Excel die Standardabweichung berechnen.
=STDEV(Zelle 1 :Zelle n )
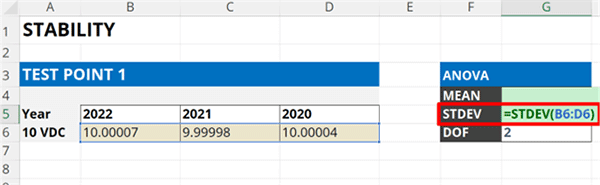
Zum Schluss tragen Sie die Ergebnisse in Ihr Unsicherheitsbudget ein und charakterisieren sie als Unsicherheit vom Typ B mit einer Normalverteilung , wobei k=1.
3.4 Charakterisierung der Stabilität
Auf der Grundlage des Konsenses vieler Standardmethoden und Messunsicherheitsrichtlinien kann die Stabilität mithilfe einer der folgenden Verteilungen charakterisiert werden:
- Normalverteilung,
- Rechteckige Verteilung oder
- Dreiecksverteilung.
3.4.1 Normalverteilung (Option A)
Wenn Sie die Stabilität als Standardabweichung anhand Ihrer eigenen Daten berechnet haben, charakterisieren Sie die Stabilität mit einer Normalverteilung, wobei k=1.
3.4.2 Normalverteilung (Option B)
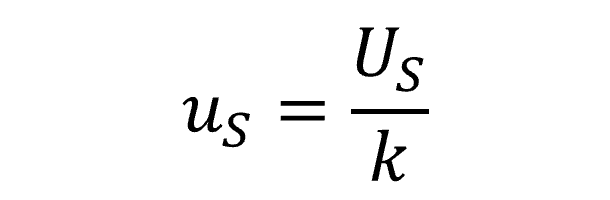
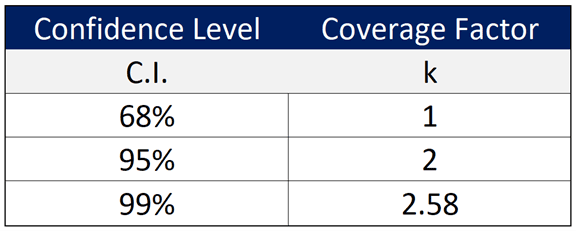
Wenn Sie die Stabilität anhand der Herstellerspezifikationen oder Kalibrierungstoleranzen berechnet haben und der Hersteller ein bestimmtes Konfidenzniveau (z. B. 68 %, 95 % oder 99 %) oder einen bestimmten Abdeckungsfaktor (z. B. 1, 2 oder 2,58) angegeben hat, dann charakterisieren Sie die Stabilität mit einer Normalverteilung, wobei der Divisor k auf dem angegebenen Konfidenzniveau oder Abdeckungsfaktor basiert.
3.4.3 Rechteckige Verteilung
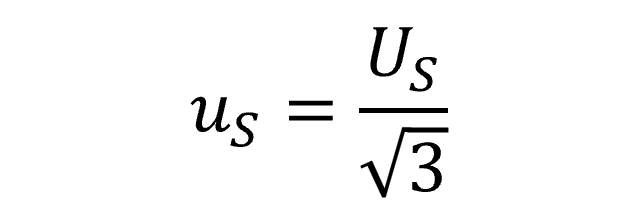
Wenn Sie die Stabilität anhand der Herstellerspezifikationen oder Kalibrierungstoleranzen berechnet haben, der Hersteller jedoch kein bestimmtes Konfidenzniveau (z. B. 68 %, 95 % oder 99 %) oder keinen bestimmten Abdeckungsfaktor (z. B. 1, 2 oder 2,58) angibt und Sie nicht wissen, wo das Ergebnis innerhalb des Intervalls liegen wird, dann charakterisieren Sie die Stabilität mithilfe einer Rechteckverteilung mit einem Quadratwurzel-von-drei-Divisor.
3.4.4 Dreiecksverteilung
Wenn Sie die Stabilität anhand der Herstellerspezifikationen oder Kalibrierungstoleranzen berechnet haben, der Hersteller kein bestimmtes Konfidenzniveau (z. B. 68 %, 95 % oder 99 %) oder keinen bestimmten Abdeckungsfaktor (z. B. 1, 2 oder 2,58) angibt und der Zielwert voraussichtlich in der Mitte des Intervalls liegt, dann charakterisieren Sie die Stabilität mit einer Dreiecksverteilung mit einem Quadratwurzel-von-sechs-Divisor.
3.5 Warnung: Stabilität verwechselt Drift
Es ist wichtig zu beachten, dass Stabilität und Drift verwechselt werden können . Das bedeutet, dass Stabilitäts- und Driftparameter teilweise dieselben Daten enthalten können, was dazu führen kann, dass die Unsicherheit überschätzt wird, da Unsicherheitsfaktoren doppelt gezählt werden.
Wenn Sie anhand der Ergebnisse Ihrer Kalibrierungsberichte sowohl Stabilität als auch Drift berechnen können, beeinflussen sich die Unsicherheitskomponenten höchstwahrscheinlich gegenseitig, da sie dieselben Daten auswerten. Obwohl die Auswertungsmethoden unterschiedlich sind, enthalten die Ergebnisse Elemente voneinander. Daher sollten Sie Folgendes beachten:
- Werten Sie Ihre Ergebnisse aus,
- Wählen Sie den größten Unsicherheitsfaktor (d. h. Stabilität oder Drift).
- Fügen Sie es Ihrem Unsicherheitsbudget hinzu, und
- Den anderen Unsicherheitsfaktor (z. B. Stabilität oder Drift) lassen wir außer Acht.
Wenn Sie die Stabilität durch Tests oder Beobachtung eines Prozesses über einen längeren Zeitraum bewerten, ist es unwahrscheinlicher, dass sich Stabilität und Drift gegenseitig beeinflussen. Sie können höchstwahrscheinlich beides in Ihr Unsicherheitsbudget einbeziehen, sollten aber Ihre Ergebnisse vorher dennoch überprüfen.
4. Drift
Drift ist eine Unsicherheitsquelle bei Messungen, die in jede Unsicherheitsberechnung einbezogen werden sollte. Sie lässt sich anhand von Kalibrierungsberichten berechnen, um zu ermitteln, wie sich der Messfehler im Laufe der Zeit verändert.
Drift ist eine systematische Unsicherheit. Sie wird häufig (aus gutem Grund) mit Stabilität verwechselt, die eine zufällige Unsicherheit darstellt. Im Wesentlichen bestimmt die Drift, wie sich der Fehler in Ihrem Messprozess im Laufe der Zeit verändert und wie stark er zu Ihrer Schätzung der Messunsicherheit beiträgt.
4.1 Definition der Drift
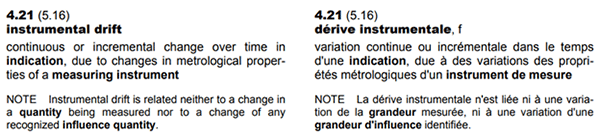
Gemäß dem Vokabular der Metrologie (VIM) wird Drift wie folgt definiert:
1: Kontinuierliche oder schrittweise Änderung der Anzeige im Laufe der Zeit aufgrund von Änderungen der messtechnischen Eigenschaften eines Messgeräts (4.21).
Im folgenden Bild sehen Sie die Definition der Drift aus dem VIM.
4.2 Berechnung der Drift
4.2.1 Methode A: Drift seit der letzten Kalibrierung
In diesem Abschnitt erfahren Sie, wie Sie die Drift seit der letzten Kalibrierung anhand der Daten aus Ihren Kalibrierungsberichten berechnen.
Berücksichtigen Sie die Drift nicht in Ihrem Unsicherheitsbudget, wenn die Stabilität bereits berücksichtigt wurde. Sie werden Ihre CMC-Unsicherheit höchstwahrscheinlich überschätzen.
Nachfolgend finden Sie die Formel zur Berechnung der Drift aus den letzten beiden Kalibrierungsberichten.

U D = Driftunsicherheit
y 2 = aktuellstes Kalibrierungsergebnis
y 1 = vorheriges Kalibrierungsergebnis
Befolgen Sie diese Anweisungen, um die Drift zu berechnen:
- Überprüfen Sie Ihre letzten beiden Kalibrierungsberichte.
- Notieren Sie die Ergebnisse aus jedem Kalibrierungsbericht.
- Berechnen Sie die Differenz zwischen den beiden Ergebnissen.
- Addieren Sie den Wert für Drift zu Ihrem Unsicherheitsbudget.
4.2.2 Methode B: Mittlere Drift zwischen Kalibrierungen
In diesem Abschnitt erfahren Sie, wie Sie die durchschnittliche Drift anhand der Daten aus Ihren Kalibrierungsberichten berechnen.
Nachfolgend finden Sie die Formel zur Berechnung der Drift aus den letzten beiden Kalibrierungsberichten.
U D = Driftunsicherheit
I = Kalibrierungsintervall (in Tagen)
δy = Differenz oder Wertänderung
δt = Anzahl der Tage zwischen den Kalibrierungen
Berücksichtigen Sie die Drift nicht in Ihrem Unsicherheitsbudget, wenn die Stabilität bereits berücksichtigt wurde. Sie werden Ihre CMC-Unsicherheit höchstwahrscheinlich überschätzen.
In diesem Abschnitt erfahren Sie, wie Sie die Drift anhand der Daten aus Ihren Kalibrierungsberichten berechnen.
Befolgen Sie diese Anweisungen zur Berechnung der Drift:
- Überprüfen Sie Ihre letzten 3 Kalibrierungsberichte.
- Notieren Sie die Ergebnisse aus jedem Kalibrierungsbericht.
- Notieren Sie das Datum jeder durchgeführten Kalibrierung.
- Berechnen Sie die durchschnittliche tägliche Driftgeschwindigkeit.
- Multiplizieren Sie die durchschnittliche tägliche Driftrate mit Ihrem Kalibrierungsintervall (in Tagen).
- Addieren Sie den Wert für Drift zu Ihrem Unsicherheitsbudget.
4.3 Beispiel für die Berechnung der durchschnittlichen Abweichung seit der letzten Kalibrierung
In diesem Beispiel zeige ich Ihnen anhand der obigen Anweisungen Schritt für Schritt, wie Sie die Abweichung seit der letzten Kalibrierung berechnen. Zusätzlich füge ich Bilder hinzu, um die Berechnung zu veranschaulichen.
4.3.1. Überprüfen Sie Ihre letzten beiden Kalibrierungsberichte.
Beginnen Sie die Driftanalyse mit der Überprüfung Ihrer letzten beiden Kalibrierungsberichte. In der Abbildung unten sehen Sie die Kalibrierungsergebnisse der letzten beiden Kalibrierungen für den zu analysierenden Messpunkt.
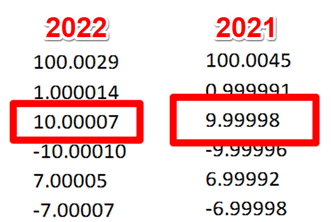
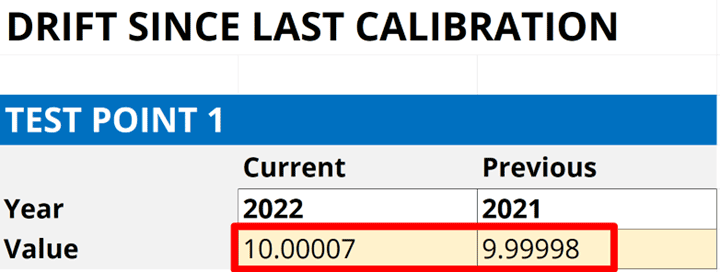
4.3.2. Notieren Sie die Ergebnisse aus jedem Kalibrierungsbericht.
Tragen Sie die Ergebnisse in eine Tabelle ein, um sie auswerten zu können. Ein Beispiel finden Sie im Bild unten.
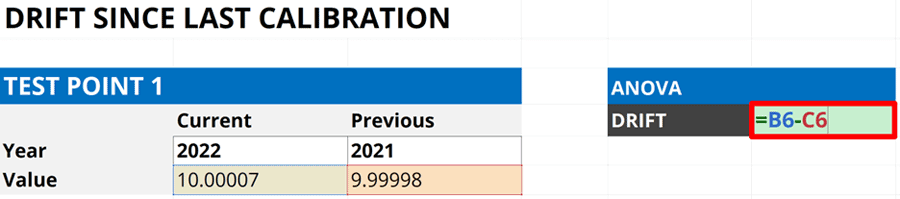
4.3.3. Berechnen Sie die Differenz zwischen den Ergebnissen.
Berechnen Sie nun die Differenz zwischen den Ergebnissen (d. h. subtrahieren Sie das vorherige Ergebnis vom aktuellen Ergebnis). Ein Beispiel finden Sie in der Abbildung unten.
Zum Schluss fügen Sie die Ergebnisse Ihrem Unsicherheitsbudget hinzu und charakterisieren Sie es als Unsicherheit vom Typ B mit einem Rechteck und einem Divisor von Quadratwurzel aus drei.
4.4 Beispiel zur Berechnung der mittleren Drift
In diesem Beispiel zeige ich Ihnen anhand der obigen Anweisungen Schritt für Schritt, wie Sie die Drift berechnen. Zusätzlich füge ich Bilder hinzu, damit Sie die Berechnung nachvollziehen können.
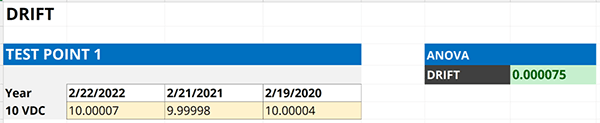
4.4.1. Überprüfen Sie Ihre letzten 3 Kalibrierungsberichte.
Beginnen Sie die Driftanalyse mit der Überprüfung Ihrer letzten drei Kalibrierungsberichte. In der Abbildung unten sehen Sie die Kalibrierungsergebnisse der letzten drei Jahre für den zu analysierenden Messpunkt.
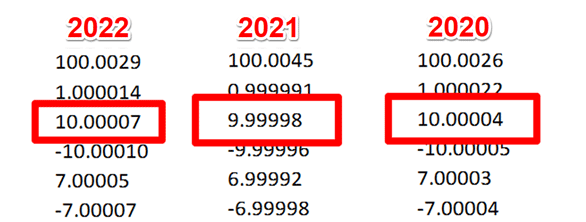
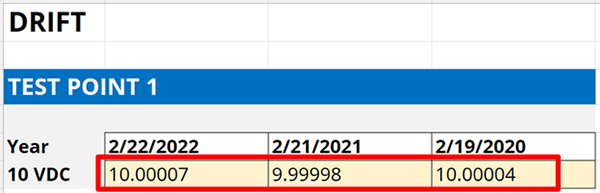
4.4.2. Notieren Sie die Ergebnisse aus jedem Kalibrierungsbericht.
Tragen Sie die Ergebnisse in eine Tabelle ein, um sie auswerten zu können. Ein Beispiel finden Sie im Bild unten.
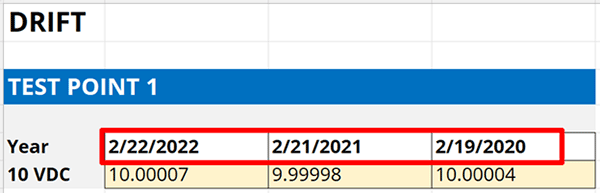
4.4.3. Notieren Sie das Datum jeder durchgeführten Kalibrierung.
Notieren Sie als Nächstes das Datum jeder Kalibrierung. Sie finden diese Angabe in denselben Kalibrierungsberichten, in denen Sie auch die Ergebnisse gefunden haben.
Achten Sie darauf, dass Sie dem Ergebnis das korrekte Kalibrierungsdatum zuordnen. Die Daten sind wichtig für die Berechnung der täglichen Driftrate.
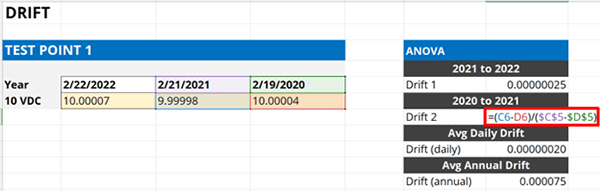
4.4.4. Berechnen Sie die durchschnittliche tägliche Driftgeschwindigkeit.
Berechnen Sie nun die durchschnittliche Drift zwischen den einzelnen Kalibrierungen. Dieser Vorgang erfordert mehrere Schritte. Nachfolgend finden Sie Anweisungen und Abbildungen, die Ihnen dabei helfen.
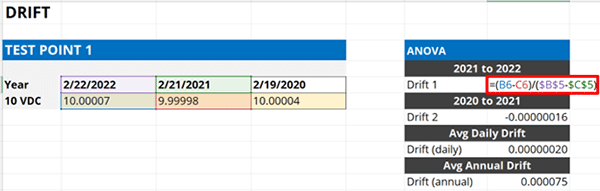
Zuerst wird die Driftrate zwischen der aktuellsten und der letzten Kalibrierung berechnet.
- Subtrahiere das aktuellste Kalibrierungsergebnis vom vorherigen Kalibrierungsergebnis.
- Subtrahieren Sie das Datum der letzten Kalibrierung vom Datum der vorherigen Kalibrierung.
- Teile das Ergebnis aus Schritt 1 durch das Ergebnis aus Schritt 2.
Schauen Sie sich das Bild unten an. Die Formel befindet sich im roten Rechteck.
Berechnen Sie anschließend die Driftrate zwischen der letzten Kalibrierung und der vorletzten Kalibrierung (d. h. vor zwei Kalibrierungen).
- Subtrahiere das letzte Kalibrierungsergebnis vom vorherigen Kalibrierungsergebnis.
- Subtrahieren Sie das letzte Kalibrierungsdatum vom vorherigen Kalibrierungsdatum.
- Teile das Ergebnis aus Schritt 1 durch das Ergebnis aus Schritt 2.
Schauen Sie sich das Bild unten an. Die Formel befindet sich im roten Rechteck.
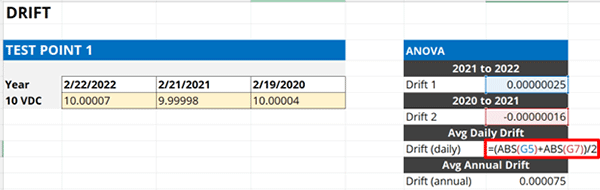
Sie sollten nun zwei Driftgeschwindigkeiten haben. Berechnen Sie den Mittelwert der beiden Driftgeschwindigkeiten. Dies kann jedoch knifflig sein, da die Driftgeschwindigkeiten positiv oder negativ sein können, was die Berechnung der durchschnittlichen Driftgeschwindigkeit beeinflussen kann. Um dies zu beheben, müssen Sie den Absolutwert jeder Driftgeschwindigkeit berechnen.
- Berechnen Sie den Absolutwert der ersten Driftgeschwindigkeit.
- Berechnen Sie den Absolutwert der zweiten Driftgeschwindigkeit.
- Berechnen Sie den Durchschnitt der Ergebnisse aus Schritt 1 und Schritt 2.
Schauen Sie sich das Bild unten an. Die Formel befindet sich im roten Rechteck.
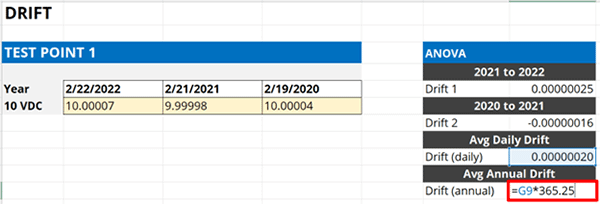
4.4.5. Multiplizieren Sie die durchschnittliche tägliche Driftrate mit Ihrem Kalibrierungsintervall (in Tagen).
Im letzten Schritt multiplizieren Sie die durchschnittliche tägliche Driftrate mit der Anzahl der Tage Ihres Kalibrierungsintervalls. Ein 12-monatiges Intervall umfasst 365,25 Tage.
Wenn Ihr Gerät ein Kalibrierungsintervall von 12 Monaten hat, multiplizieren Sie Ihre durchschnittliche tägliche Driftrate mit 365,25. Das Ergebnis ist die durchschnittliche Driftrate über einen Zeitraum von 12 Monaten.
Bei Verwendung eines anderen Kalibrierungsintervalls ändert sich die Anzahl der Tage, mit denen Sie Ihr Ergebnis multiplizieren müssen. Die Abbildung unten zeigt verschiedene Multiplikatoren in Abhängigkeit vom Kalibrierungsintervall.
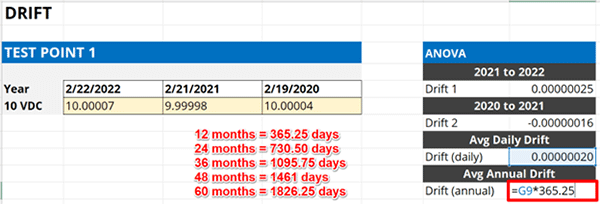
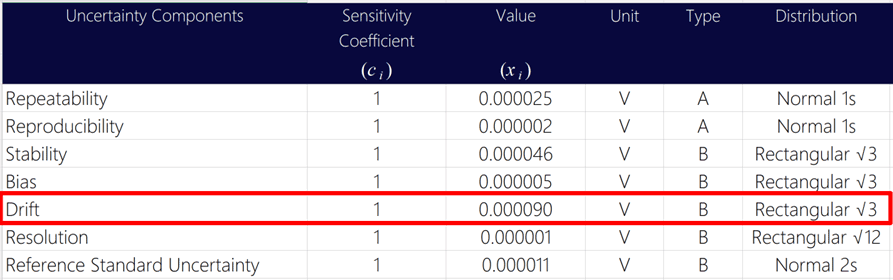
Tragen Sie die Ergebnisse abschließend in Ihr Unsicherheitsbudget ein und klassifizieren Sie sie als Unsicherheit vom Typ B. mit einer Rechteckverteilung mit einem Quadratwurzel-von-drei-Teiler.
4.5 Charakterisierung der Drift
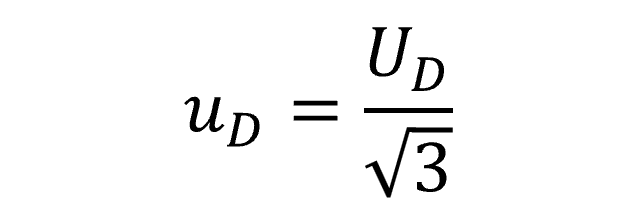
Auf der Grundlage des Konsenses vieler Standardmethoden und Messunsicherheitsrichtlinien wird die Drift typischerweise durch eine Rechteckverteilung mit einer Quadratwurzel aus drei charakterisiert.
Daher sollten Sie in Ihrem Unsicherheitsbudget eine Rechteckverteilung wählen und die Drift durch die Quadratwurzel aus drei teilen.
Nachfolgend finden Sie die Formel zur Umrechnung der Drift in eine Standardunsicherheit mit 68% Konfidenz, wobei k=1.
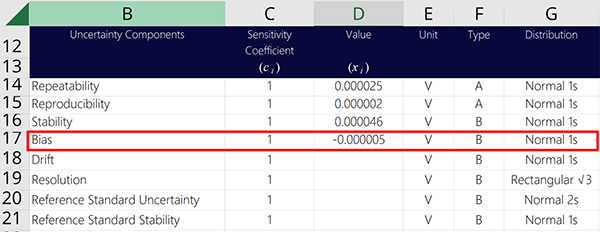
5. Voreingenommenheit
Die systematische Abweichung (Bias) ist eine Unsicherheitsquelle bei Messungen, die optional in Ihr Unsicherheitsbudget einbezogen werden kann. Sie ist auch als „Fehler“ bekannt. Sie gibt Aufschluss darüber, wie genau Ihre Messungen im Vergleich zu einem Ziel- oder Sollwert sind.
Eine systematische Abweichung ist ein Fehler und keine Messunsicherheit. Sie kann jedoch zu Unsicherheiten beitragen, wenn sie bei Messungen nicht berücksichtigt wird. Daher erfahren Sie in diesem Abschnitt, wie Sie systematische Abweichungen in Ihre Unsicherheitsanalyse einbeziehen.
5.2 Definition von Voreingenommenheit
Gemäß dem Vokabular der Metrologie (VIM) wird systematische Abweichung wie folgt definiert:
1: Schätzung des systematischen Messfehlers (2.18)
2: Mittelwert der Messwerte abzüglich eines Referenzwertes (4,20)
Im folgenden Bild sehen Sie die Definition der Messabweichung aus dem VIM.

In the next image, you will see the definition of instrument bias in the VIM.

5.3 Wann sollte man Verzerrungen in ein Unsicherheitsbudget einbeziehen?
Um zu entscheiden, ob Sie systematische Fehler in Ihr Unsicherheitsbudget einbeziehen sollten, lesen Sie die folgenden Szenarien und prüfen Sie, welches am besten auf Ihren Messprozess zutrifft.
Szenario 1: Ich kalibriere Geräte mithilfe eines Messnormals, das nur den Nennwert und das Ergebnis angibt.
Wenn Sie Geräte anhand des Nenn- oder Zielwerts kalibrieren, dann fügen Sie Ihrem Unsicherheitsbudget unbedingt einen systematischen Fehler hinzu .
Szenario 2: Ich kalibriere die Geräte unter Verwendung eines bekannten Referenzstandards und melde sowohl den Standardwert als auch den Wert des Prüflings.
Wenn Sie die Geräte anhand des zertifizierten Wertes Ihres Messnormals und des Ergebnisses des Prüflings kalibriert haben, dann fügen Sie Ihrem Unsicherheitsbudget KEINE systematische Abweichung hinzu .
Szenario 3: Ich führe Tests oder Messungen durch und nehme keine Korrekturen an meinen Ergebnissen vor.
Wenn Sie Ihre Messergebnisse nicht auf systematische Fehler korrigieren, dann MÜSSEN Sie systematische Fehler in Ihr Unsicherheitsbudget einbeziehen .
Szenario 4: Ich führe Tests oder Messungen durch und korrigiere meine Ergebnisse mithilfe eines bekannten Referenzwertes oder Korrekturfaktors.
Wenn Sie Ihre Messergebnisse auf systematische Fehler oder Messabweichungen korrigieren, dann beziehen Sie systematische Fehler NICHT in Ihr Unsicherheitsbudget ein.
Szenario 5: Stabilität oder Drift basiert in meiner Unsicherheitsanalyse auf der Genauigkeit bzw. Kalibriertoleranz des Herstellers.
Wenn Sie die vom Hersteller vorgegebenen Genauigkeitsspezifikationen oder Kalibriertoleranzen für die Stabilität verwendet haben, dürfen Sie keine systematischen Fehler in Ihre Unsicherheitsanalyse einbeziehen, solange Ihre Geräte oder Standards innerhalb der Spezifikationen oder Toleranzen liegen. Andernfalls würden Sie Ihre Unsicherheit überschätzen.
Wenn Ihre Geräte oder Standards nicht den Spezifikationen oder Toleranzen entsprechen, berücksichtigen Sie unbedingt systematische Abweichungen in Ihrem Unsicherheitsbudget.
5.3 Wie berechnet man die Verzerrung?
In this section, you will learn how to calculate bias using your calibration results.
Vereinfacht gesagt, berechnen Sie die Differenz zwischen einem Ergebnis und einem Referenzwert. Die Differenz ist der systematische Fehler oder die systematische Abweichung, die Sie Ihrer Unsicherheit hinzufügen möchten.
Befolgen Sie die Anweisungen zur Berechnung der Abweichung:
- Prüfen Sie Ihren aktuellen Kalibrierungsbericht.
- Ermitteln Sie den Messwert oder die Anzeige.
- Ermitteln Sie den Referenz- oder Standardwert.
- Berechnen Sie die Differenz.
Ergebnisse und Referenzen können jedoch vielfältig sein. Daher werde ich Ihnen einige Szenarien vorstellen, um Ihnen zu helfen, das Konzept mit Ihnen und Ihrem Labor in Verbindung zu bringen.
5.3.1 Vergleich mit einem Messstandard
Beim Vergleich mit einem Messstandard (z. B. Kalibrierung) berechnet man die Abweichung, indem man das Messergebnis vom Standardwert subtrahiert.
Abweichung = Messwert – Sollwert
5.3.2 Vergleich mit einem Referenzwert
Beim Vergleich eines Ergebnisses mit einem Referenzwert berechnet man die Abweichung, indem man den angegebenen Wert vom Referenzwert subtrahiert.
Abweichung = Indikator – Referenzwert
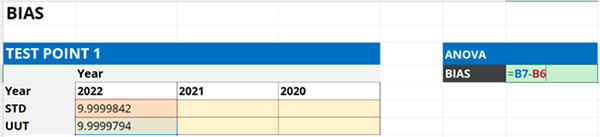
5.3.3 Berechnung von Verzerrungen in Microsoft Excel
Sie können die Abweichung in Microsoft Excel mithilfe der folgenden Formel berechnen. Subtrahieren Sie dazu die Differenz zwischen den beiden Zellen. Beispiele für diese Berechnung finden Sie später in diesem Abschnitt.
Verzerrung = Zelle 2 – Zelle 1
5.4 Beispiel für die Berechnung der Verzerrung
In diesem Beispiel zeige ich Ihnen anhand der obigen Anweisungen Schritt für Schritt, wie Sie die Vorspannung berechnen. Zusätzlich füge ich Abbildungen hinzu, damit Sie die Berechnung nachvollziehen können.
5.4.1. Überprüfen Sie Ihren letzten Kalibrierungsbericht.
Schauen Sie in Ihrem aktuellsten Kalibrierungsbericht nach und suchen Sie den Testpunkt, den Sie auswerten.

5.4.2. Ermitteln Sie den Wert bzw. das Messergebnis für „Wie übrig“.
Suchen Sie nun in Ihrem Kalibrierungsbericht nach dem Messwert „Wie links“. Ein Beispiel finden Sie in der Abbildung unten.

5.4.3. Ermitteln Sie den Nominalwert bzw. Standardwert.
Suchen Sie als Nächstes den „Nominalwert“, „Standardwert“ oder „Referenzwert“ in Ihrem Kalibrierungsbericht. Ein Beispiel finden Sie in der Abbildung unten.

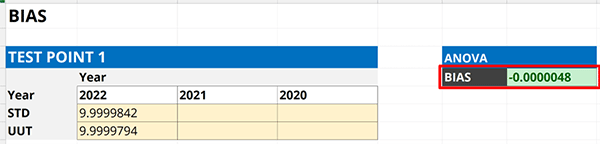
5.4.4. Berechne die Differenz.
Subtrahiert man vom Ergebnis „Wie links“ den Wert „Nominal“ oder „Standard“, um die Verzerrung zu berechnen, so erhält man die Abweichung.
Zum Schluss tragen Sie die Ergebnisse in Ihr Unsicherheitsbudget ein und charakterisieren sie als Unsicherheit vom Typ B mit einer Normalverteilung , wobei k=1.
5.5 Charakterisierung von Verzerrungen
Auf der Grundlage des Konsenses vieler Standardmethoden und Messunsicherheitsrichtlinien wird die systematische Abweichung typischerweise durch eine Rechteckverteilung mit einer Quadratwurzel aus drei charakterisiert.
Daher sollten Sie in Ihrem Unsicherheitsbudget eine Rechteckverteilung wählen und den Bias durch die Quadratwurzel aus drei teilen.
Nachfolgend finden Sie die Formel zur Umrechnung der systematischen Abweichung in eine Standardunsicherheit mit 68% Konfidenzintervall, wobei k=1.
In anderen Situationen kann die systematische Abweichung als Standardunsicherheit mit einem Konfidenzniveau von 68 % (k = 1) bewertet werden. Eine weitere Umrechnung in eine Standardunsicherheit ist nicht erforderlich. Daher sollte sie in Ihrem Unsicherheitsbudget durch eine Normalverteilung mit dem Divisor eins charakterisiert werden.
6. Entschließung
Die Auflösung stellt eine Unsicherheitsquelle bei Messungen dar, die in jedes Unsicherheitsbudget einfließen muss. Ziel ist es, die Grenzen der Messgenauigkeit zu berücksichtigen.
Wenn Sie die Auflösung in Ihre Unsicherheitsanalyse einbeziehen, müssen Sie möglicherweise einen oder mehrere der folgenden Aspekte berücksichtigen:
- Auflösung von Test- oder Messgeräten,
- Lösung des Musters, Artikels, Produkts oder Prüflings (UUT) und/oder
- Auflösung des gemeldeten Ergebnisses.
Darüber hinaus kann die Auflösung je nach Gerätetyp, Ausrüstung oder dem zu bewertenden Ergebnis variieren. Außerdem kann die Auflösung auf verschiedene Arten bewertet werden (z. B. als volle oder halbe Auflösung).
In diesem Abschnitt erfahren Sie alles über Auflösung und wie man sie bewertet.
6.1 Definition der Resolution
Gemäß dem Vokabular der Metrologie (VIM) ist die Auflösung wie folgt definiert:
1: Kleinste Änderung einer gemessenen Größe, die eine wahrnehmbare Änderung der entsprechenden Anzeige bewirkt (4.14).
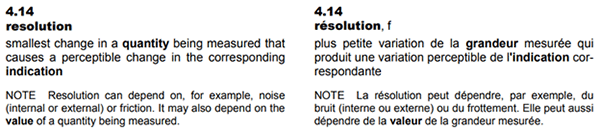
Im folgenden Bild sehen Sie die Definition der Auflösung aus dem VIM.
6.2 Wie man eine Lösung findet
Die Auflösung zu finden ist einfach, aber wo man suchen muss, hängt vom verwendeten Messsystem ab. Betrachten wir daher verschiedene Systemtypen, darunter:
- Digitale Geräte
- Analog Devices
- Referenzstandards/Artefakte
- Referenzmaterialien
- Testergebnisse
6.2.1 Auflösung digitaler Geräte
Befolgen Sie die nachstehenden Anweisungen, um die Auflösung digitaler Geräte zu ermitteln:
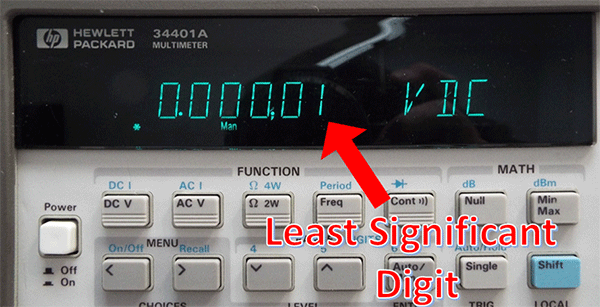
- Schauen Sie auf das digitale Display des Messsystems oder -geräts.
- Finde die niedrigstwertige Ziffer, und
- Beobachten Sie die kleinste schrittweise Änderung; oder
- Schauen Sie in den Gerätehandbüchern und Datenblättern nach den technischen Daten.
6.2.2 Auflösung von Analoggeräten
Befolgen Sie die nachstehenden Anweisungen, um die Auflösung analoger Geräte zu ermitteln:
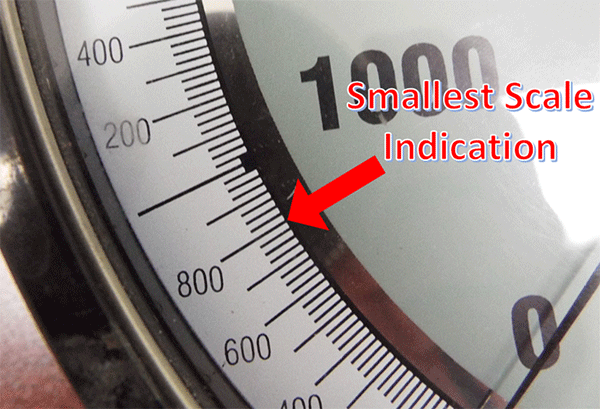
- Schauen Sie sich die analoge Skala des Messsystems oder -geräts an.
- Suchen Sie die Markierungen (d. h. Linien) auf der analogen Skala und
- Bestimmen Sie den Abstand zwischen den Skalenmarkierungen; oder
- Schauen Sie in den Gerätehandbüchern und Datenblättern nach den technischen Daten.
6.2.3 Auflösung von Referenzstandards und -artefakten
Befolgen Sie die nachstehenden Anweisungen, um die Auflösung von Artefakten (z. B. Endmaßen, Normalmassen usw.) zu ermitteln:
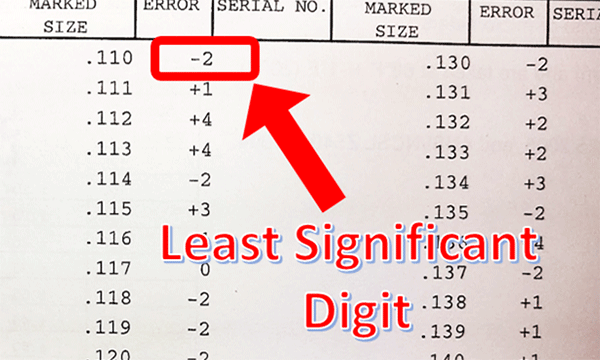
- Schauen Sie sich den aktuellsten Kalibrierungsbericht des Artefakts an.
- Ermitteln Sie den zertifizierten Wert des Artefakts.
- Finde die niedrigstwertige Ziffer, und
- Ermitteln Sie die Auflösung des zertifizierten Wertes.
6.2.4 Auflösung von Referenzmaterialien
Befolgen Sie die nachstehenden Anweisungen, um die Auflösung von Referenzmaterialien zu ermitteln:
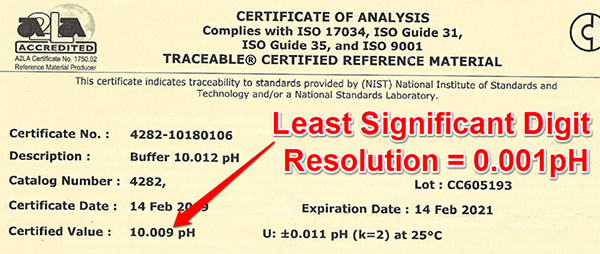
- Schauen Sie im Analysezertifikat oder Etikett des Referenzmaterials nach.
- Ermitteln Sie den zertifizierten Wert des Referenzmaterials.
- Finde die niedrigstwertige Ziffer, und
- Ermitteln Sie die Auflösung des zertifizierten Wertes.
6.2.5 Auswertung der Testergebnisse
Befolgen Sie die nachstehenden Anweisungen, um die Auflösung der Testergebnisse zu finden:
- Schauen Sie sich einen Prüfbericht oder die Prüfmethode an.
- Suchen Sie das Testergebnis (im Bericht) oder die Berichtsanforderungen (in der Methode).
- Ermitteln Sie die niedrigstwertige Stelle des Testergebnisses oder der Berichtsauflösung in der Methode, und
- Ermitteln Sie die Auflösung.
6.3 Beispiele für Auflösungsunsicherheiten
In diesem Abschnitt sehen Sie einige Beispiele für die Auflösung verschiedener Standards und Geräte.
6.3.1 Auflösung digitaler Geräte
Im folgenden Bild sehen Sie die Auflösung eines digitalen Messgeräts (z. B. eines Digitalmultimeters). Achten Sie auf die niedrigstwertige Stelle und bestimmen Sie die kleinste Änderung. Diese tritt typischerweise in Schritten von 0,5, 1, 2 oder 5 auf.
6.3.2 Auflösung von Analoggeräten
Im folgenden Bild sehen Sie die Auflösung einer analogen Skala (z. B. eines Manometers). Achten Sie dabei auf den Abstand zwischen den Markierungen, die Markierungsbreite und die Breite des Zeigers. Anhand dieser Faktoren können Sie die Messunsicherheit Ihres Messgeräts bzw. des Prüflings bestimmen.
6.3.3 Auflösung von Referenzstandards und -artefakten
Im folgenden Bild sehen Sie, dass Sie Ihre Kalibrierungsberichte überprüfen müssen, um die Auflösung eines Artefakts zu bestimmen. Betrachten Sie den zertifizierten Wert oder den gemeldeten Fehler des Artefakts und ermitteln Sie die niedrigstwertige Stelle des gemeldeten Wertes. Dies ist die Auflösung.
6.3.4 Auflösung von Referenzmaterialien
Im folgenden Bild sehen Sie, dass Sie Ihr Analysezertifikat überprüfen müssen, um die Auflösung eines Referenzmaterials zu bestimmen. Suchen Sie im zertifizierten Wert des Referenzmaterials die niedrigstwertige Stelle des angegebenen Wertes. Dies ist die Auflösung.
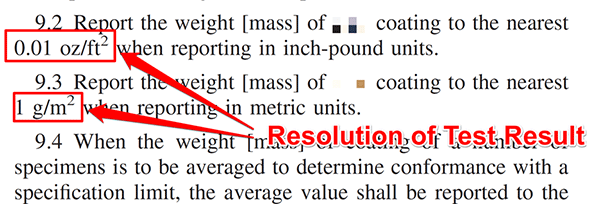
6.3.5 Auswertung der Testergebnisse
Im folgenden Bild sehen Sie einen Auszug aus einer Testmethode. Beachten Sie, dass die Methode die Auflösung des gemeldeten Ergebnisses angibt. Verwenden Sie diese als Ihre Auflösung.
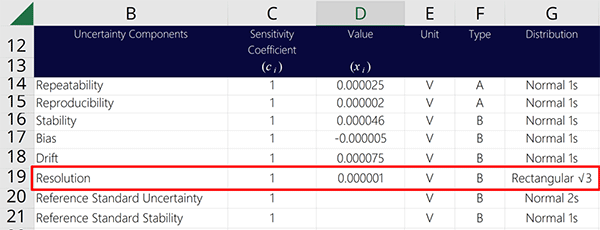
Nachdem Sie Ihre Auflösung bestimmt haben, fügen Sie sie Ihrem Unsicherheitsbudget hinzu. Die Abbildung unten veranschaulicht dies. Charakterisieren Sie die Auflösung als Unsicherheit vom Typ B mit einer Rechteckverteilung .
Bei der Auswahl der Rechteckverteilung haben Sie die Möglichkeit, die volle Auflösung mithilfe des Divisors Quadratwurzel aus 3 oder die halbe Auflösung mithilfe des Divisors Quadratwurzel aus 12 zu berechnen. Die Wahl liegt bei Ihnen. Beide Optionen sind in der Regel akzeptabel.
6.4 Charakterisierung der Auflösung
Die Auflösung wird typischerweise durch eine Rechteckverteilung mit der Quadratwurzel aus drei charakterisiert. Die Auflösung kann jedoch auch wie folgt bewertet werden:
- Volle Auflösung oder
- Halbe Entschlossenheit
6.4.1 Volle Auflösung
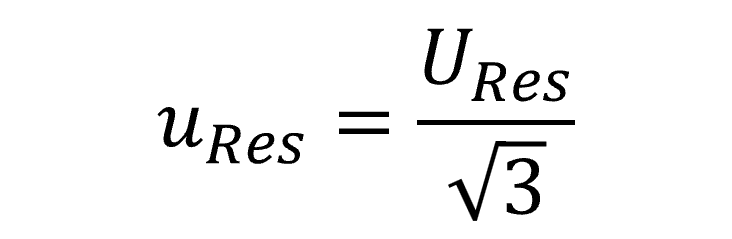
Wird die Auflösung als volle Auflösung oder als ihr tatsächlicher Wert bewertet, so ist sie durch eine Rechteckverteilung mit einem Quadratwurzel-drei-Teiler charakterisiert.
Nachfolgend finden Sie die Formel zur Umrechnung der Auflösung in eine Standardunsicherheit mit 68% Konfidenz, wobei k=1.
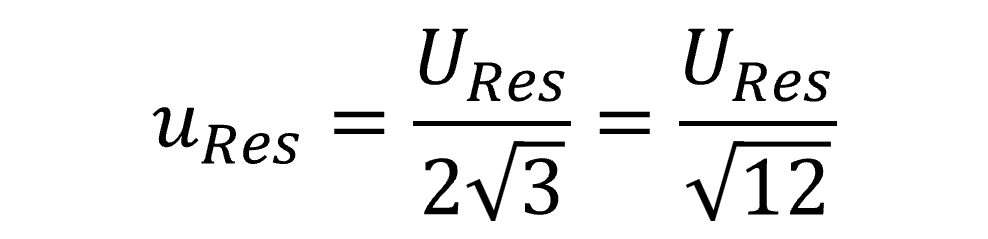
6.4.1 Halbe Auflösung
Wird die Auflösung als halbe Auflösung oder als die Hälfte ihres tatsächlichen Wertes bewertet, so ist sie durch eine Rechteckverteilung mit einem Quadratwurzel-12-Teiler gekennzeichnet.
Nachfolgend finden Sie die Formel zur Umrechnung der halben Auflösung in eine Standardunsicherheit mit 68% Konfidenz, wobei k=1.
6.5 Volle Auflösung vs. Halbe Auflösung
Die Auflösung kann als volle Auflösung (R) oder halbe Auflösung (0,5R) angegeben werden. In vielen Fällen empfiehlt es sich, für die Bestimmung der Auflösungsunsicherheit die halbe Auflösung zu verwenden.
Die Entscheidung liegt bei Ihnen.
In den meisten Fällen ist es angemessen und empfehlenswert, die halbe Auflösung in Ihr Unsicherheitsbudget einzubeziehen. In manchen Fällen halte ich dies jedoch für nicht ratsam. Es handelt sich dabei um ein umstrittenes Thema. Daher sollten Sie erwägen, Ihre Auflösungsunsicherheit mit der halben Auflösung (0,5R) zu bewerten und die Auswirkungen auf Ihre Unsicherheitsanalyse zu prüfen.
So einfach es klingt, Sie können Ihre Auflösung auf die halbe Auflösung reduzieren, indem Sie sie mit 0,5 multiplizieren oder durch zwei teilen.
Eine weitere Möglichkeit besteht darin, die Rechteckverteilung zu verwenden, bei der der Divisor die Quadratwurzel aus 12 oder √12 ist. Das Ergebnis ist dasselbe wie 0,5R geteilt durch die Quadratwurzel aus 3.
Wenn die Auflösung ein wesentlicher oder dominanter Faktor in Ihrer Unsicherheitsanalyse ist, bietet die Verwendung einer halben Auflösung Vorteile. Ist die Auflösung hingegen unbedeutend oder vernachlässigbar, ergibt sich durch die Verwendung einer halben Auflösung kein Vorteil.
6.6 Einbeziehung oder Nichteinbeziehung der Auflösung des UUT oder DUT.
Bei der Durchführung einer Unsicherheitsanalyse wird manchmal empfohlen, die Auflösung des zu testenden Geräts, Artikels, der Probe, des Produkts oder der Einheit mit einzubeziehen.
Als Prüflaboratorium müssen Sie in der Regel keine UUT-Auflösung angeben. Sie sollten dies jedoch anhand Ihrer Prüfmethode, branchenüblicher Verfahren und der Anforderungen Ihrer Akkreditierungsstelle überprüfen.
Als Kalibrierlabor sind Sie verpflichtet, die Auflösung des Prüflings in Ihre Unsicherheitsanalyse einzubeziehen. Ob Sie die Auflösung des Prüflings in Ihr Unsicherheitsbudget (das Ihren Akkreditierungsumfang abdeckt) oder erst zum Zeitpunkt der Kalibrierung berücksichtigen, bleibt Ihnen überlassen. Letztendlich muss sie jedoch in der erweiterten Unsicherheit Ihrer Kalibrierberichte angegeben werden.
Weitere Informationen finden Sie im ILAC P14 .
6.7 Vor- und Nachteile: Einbeziehung der UUT-Lösung in Ihre Unsicherheitsbudgets
Die Einbeziehung der UUT-Auflösung in Ihre CMC-Unsicherheitsbudgets hat Vor- und Nachteile. Ein Vorteil ist, dass dadurch weitere Unsicherheitsanalysen vermieden werden können. Ein Nachteil ist, dass die Unsicherheit (in manchen Fällen) überschätzt wird und/oder die UUT-Auflösung für verschiedene UUTs entfernt und ersetzt werden muss.
Ob Sie die Auflösung des Prüflings in Ihre Unsicherheitsberechnung einbeziehen sollten, hängt von Ihrem Labor und dessen Prozessen ab. Im Folgenden finden Sie verschiedene Szenarien, anhand derer Sie das für Ihren Messprozess relevanteste Ergebnis ermitteln können.
Szenario 1: Wenn Ihr Labor die Messunsicherheit für einen einzelnen Messprozess schätzt, bei dem sich die Auflösung des Prüflings nie ändert, dann fügen Sie die Auflösung des Prüflings zu Ihrem Unsicherheitsbudget hinzu.
Im Szenario 1 wäre es von Vorteil, die UUT-Auflösung in Ihr Unsicherheitsbudget aufzunehmen, da sich die UUT-Auflösung nie ändert, wie beispielsweise bei der Kalibrierung eines Endmaßes, eines Standardgewichts oder eines anderen Gerätetyps.
Durch die Einbeziehung der UUT-Auflösung in Ihr Unsicherheitsbudget entfällt die Notwendigkeit, die Messunsicherheit nach jedem Test oder jeder Kalibrierung neu zu berechnen.
Szenario 2: Wenn Ihr Labor die Messunsicherheit für eine Messfunktion oder einen Messparameter schätzt, bei dem die Auflösung des Prüflings variieren kann, dann fügen Sie die Auflösung des Prüflings NICHT zu Ihrem Unsicherheitsbudget hinzu.
In Szenario 2 würden Sie die Auflösung des Prüflings nicht in Ihr Unsicherheitsbudget einbeziehen, da diese jederzeit änderbar ist. Daher wäre es vorteilhaft, die Auflösung des Prüflings zum Zeitpunkt der Kalibrierung in Ihre Kalibrierunsicherheit aufzunehmen.
Lesen Sie sich nochmals unbedingt die ILAC P14-Richtlinie zur Berechnung der Kalibrierunsicherheit durch.
7. Unsicherheit des Referenzstandards
Die Unsicherheit des Referenzstandards ist eine Messunsicherheit, die in jedes Unsicherheitsbudget einfließen sollte. Sie lässt sich anhand von Kalibrierberichten oder Analysenzertifikaten ermitteln.
Die Unsicherheit eines Referenzstandards ist eine systematische Unsicherheit. Sie entsteht durch die Kalibrierung Ihrer Geräte oder zertifizierten Referenzmaterialien. Ihr Wert ist auf einen nationalen oder internationalen Standard rückführbar, weshalb sie so wichtig ist. Daher wird sie oft auch als Kalibrierunsicherheit oder rückführbare Unsicherheit bezeichnet.
„Ich beobachte, dass immer mehr Labore Mängelrügen erhalten, weil sie die Unsicherheit des Referenzstandards nicht in ihr Unsicherheitsbudget einbezogen haben.“
Viele Labore erhalten bei einer Bewertung einen Mangel für:
- die Unsicherheit des Referenzstandards aus ihrem Unsicherheitsbudget herauszunehmen
- vergessen, es an einen Kalibrierungsbericht oder ein Analysezertifikat anzupassen, oder
- ihre Geräte nicht von einem kompetenten Lieferanten kalibrieren lassen.
Machen Sie nicht denselben Fehler. Lassen Sie Ihre Geräte von einem nach ISO/IEC 17025 akkreditierten Labor kalibrieren oder beziehen Sie Ihre Referenzmaterialien von einem akkreditierten Hersteller und berücksichtigen Sie die Unsicherheit des Referenzstandards in Ihrem Unsicherheitsbudget.
7.1 Definition der Unsicherheit des Referenzstandards
Unter Verwendung einer modifizierten Definition aus dem Vokabular der Metrologie (VIM) wird die Unsicherheit eines Referenzstandards wie folgt definiert:
1: Unsicherheit eines Messnormals, das zur Kalibrierung anderer Messnormale für Größen einer bestimmten Art in einer bestimmten Organisation oder an einem bestimmten Ort bestimmt ist
Es handelt sich um eine modifizierte Definition, die auf dem Referenzmessstandard basiert. In der Abbildung unten sehen Sie die Definition des Referenzmessstandards (5.6) aus dem VIM.

Die Unsicherheit eines Referenzstandards wird üblicherweise als solche bezeichnet:
- Kalibrierunsicherheit und/oder
- Rückverfolgbare Unsicherheit
7.2 Wie man die Unsicherheit des Referenzstandards ermittelt
Die Unsicherheit des Referenzstandards finden Sie in Ihren Kalibrierberichten und Analysenzertifikaten. Befolgen Sie die nachstehenden Anweisungen, um die Unsicherheit des Referenzstandards zu ermitteln:
- Prüfen Sie Ihren aktuellen Kalibrierungsbericht oder Ihr Analysezertifikat.
- Ermitteln Sie die angegebene Schätzung der Messunsicherheit.
7.3 Beispiel zur Ermittlung der Unsicherheit eines Referenzstandards
In diesem Beispiel zeige ich Ihnen anhand der obigen Anweisungen Schritt für Schritt, wie Sie die Unsicherheit der Referenzstandardmessung bestimmen. Zusätzlich füge ich Abbildungen hinzu, um die Berechnung zu veranschaulichen.
7.3.1 Prüfen Sie Ihren letzten Kalibrierungsbericht oder Ihr letztes Analysezertifikat.
Prüfen Sie den aktuellsten Kalibrierungsbericht oder das Analysezertifikat. Suchen Sie den angegebenen Wert, für den Sie die Unsicherheit abschätzen.
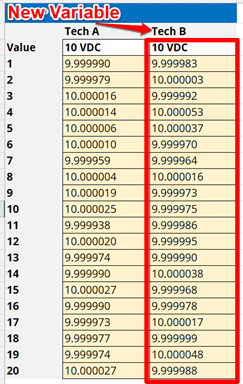
7.3.2 Ermitteln Sie die angegebene Schätzung der Messunsicherheit.
Nachdem Sie nun den Kalibrierungsbericht oder das Analysezertifikat erhalten haben, suchen Sie nach der angegebenen erweiterten Messunsicherheit, die dem Wert zugeordnet ist, dessen Unsicherheit Sie schätzen. Dies ist Ihre Referenzstandardunsicherheit.
Im folgenden Bild sehen Sie die erweiterte Unsicherheit, die mit dem 10-VDC-Wert verbunden ist. Ich bewerte die Unsicherheit in meinem Unsicherheitsbudget.
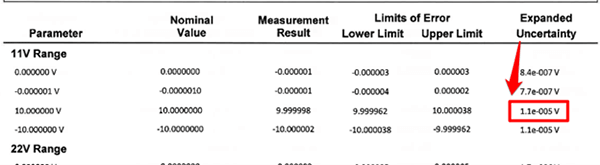
Zum Schluss tragen Sie die Referenzstandardunsicherheit in Ihr Unsicherheitsbudget ein und charakterisieren sie als Unsicherheit vom Typ B mit einer Normalverteilung , wobei k=2.
Erweiterte Unsicherheiten in akkreditierten Zertifikaten werden mit einer Konfidenz von 95 % angegeben. Daher wird eine Normalverteilung mit k = 2 verwendet.
7.4 Weitere Beispiele für Unsicherheiten bei Referenzstandards in Zertifikaten
Die Unsicherheit des Referenzstandards wird nicht immer neben jedem Ergebnis angegeben. Akkreditierte Labore können ihre Unsicherheiten stattdessen in anderen Abschnitten des Zertifikats auflisten. Überprüfen Sie daher das gesamte Zertifikat, um diese Angaben zu finden. Sie finden die Unsicherheit des Referenzstandards möglicherweise in folgenden Abschnitten:
- Anmerkungs- oder Kommentarbereich
- Haftungsausschlusserklärungen
- Ein eigener Abschnitt, oder
- Nachtrag zum Bericht.
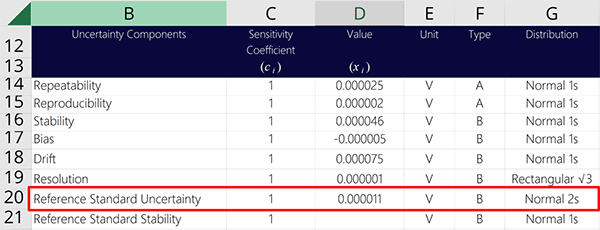
Im folgenden Bild sehen Sie, dass die Unsicherheit des Referenzstandards in einem eigenen Abschnitt des Berichts aufgeführt ist, in dem alle zugehörigen Unsicherheiten zusammen angegeben werden.
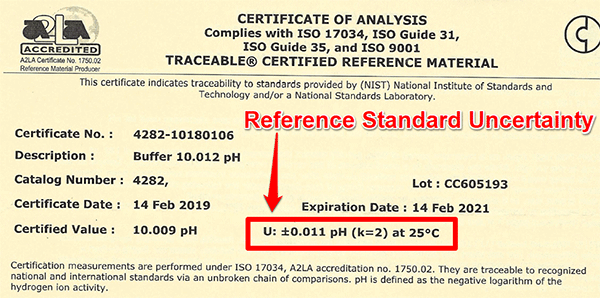
Im nächsten Bild sehen Sie die oben auf einem Analysezertifikat angegebene Referenzstandardunsicherheit für eine pH-Pufferlösung.
Falls Sie in Ihrem Bericht keine Angaben zur Unsicherheit des Referenzstandards finden und es sich um einen akkreditierten Bericht handelt, haben Sie möglicherweise ein vereinfachtes Zertifikat erhalten. Kontaktieren Sie das Labor und fordern Sie einen vollständigen Bericht an. Sie benötigen diesen für Ihre Unsicherheitsanalyse.
7.5 Aktuellste Unsicherheit vs. gemittelte Unsicherheiten
Bei der Bewertung der Unsicherheit von Referenzstandards gibt es zwei gängige Methoden:
- Angabe der aktuellsten Unsicherheit des Referenzstandards, oder
- Mittelung der Unsicherheiten des Referenzstandards
Die meisten Anwender geben die aktuellste Unsicherheit des Referenzstandards aus ihren Kalibrierberichten oder Analysenzertifikaten an. Dies ist auch meine übliche Empfehlung und so bewerte ich die Unsicherheit des Referenzstandards.
Es gibt jedoch einige Personen, die den Durchschnitt der letzten drei Werte ihrer Referenzstandardunsicherheit berechnen und den ermittelten Durchschnitt in ihr Unsicherheitsbudget einbeziehen.
Beide Vorgehensweisen sind akzeptabel. Wählen Sie also die Methode, die für Sie am besten funktioniert.
Wenn Sie Ihre Schätzungen der Messunsicherheit verringern möchten, verwenden Sie die Methode, die Ihnen das kleinste Ergebnis liefert.
8. Weitere Unsicherheitsquellen
Obwohl empfohlen wird, diese 7 Unsicherheitsquellen in jedes Unsicherheitsbudget aufzunehmen, gibt es viele weitere Unsicherheitsfaktoren, die Sie in Ihre Unsicherheitsanalyse einbeziehen sollten.
Es ist unmöglich, alle Unsicherheitsfaktoren in diesem Leitfaden aufzulisten, da jede Test- oder Messfunktion ihre eigenen spezifischen Unsicherheitsfaktoren aufweist. Daher müssen Sie selbstständig recherchieren, um die Unsicherheitsquellen Ihrer Test- oder Messfunktion zu ermitteln .
8.1 Wo findet man Unsicherheitsquellen?
Einige hervorragende Orte, um Quellen für Messunsicherheiten zu finden, sind:
- Online-Suche
- Unsicherheitsleitfäden,
- Kalibrierungsberichte,
- Analysenzertifikate,
- Test-/Kalibrierverfahren,
- Gerätehandbücher,
- Gerätedatenblätter,
- Technische Leitfäden,
- Anwendungshinweise,
- Whitepapers,
- Zeitschriftenartikel
- Konferenzbeiträge,
- Lehrbücher,
- Unsicherheitsbudgets anderer Labore und
- Experten auf Ihrem Gebiet der Kalibrierungsprüfung
8.2 Unsicherheitsquellen in Ihrem Messprozess
Analysieren Sie anschließend Ihren Messprozess und Ihre Gleichungen, um weitere Unsicherheitsquellen für Ihre Prüfung oder Kalibrierung zu identifizieren. Viele Standardmethoden listen die Unsicherheitsquellen der jeweiligen Prüfung oder Kalibrierung auf. Jede Variable in einer Gleichung stellt eine potenzielle Unsicherheitsquelle dar. Daher können Methoden und Formeln sehr hilfreich sein.
Berücksichtigen Sie außerdem gängige Unsicherheitsquellen, um festzustellen, ob eine davon mit Ihrem spezifischen Test- oder Kalibrierungsprozess in Zusammenhang steht.
Zu den wichtigsten Kategorien von Unsicherheitsquellen gehören:
- Ausrüstung
- Verfahren
- Operator
- Zu prüfender Artikel/zu prüfende Einheit
- Kalibrierung
- Umfeld
8.3 Umweltbedingte Unsicherheitsquellen
Schließlich können umweltbedingte Unsicherheitsquellen sehr vielfältig sein. Prüfen Sie anhand der folgenden Unsicherheitsquellen, ob eine davon mit Ihrem spezifischen Test- oder Kalibrierungsprozess in Zusammenhang steht.
Häufige umweltbedingte Unsicherheitsquellen sind:
- Temperatur
- Relative Luftfeuchtigkeit,
- Luftdruck,
- Lokale Schwerkraft ,
- Elevation,
- Luftdichte,
- Luftauftrieb
- Vibration,
- Lärm,
- Beleuchtungsstärke
- Magnetismus,
- EMI/EMF und
- Schmutz/Staub
Achten Sie also darauf, auch andere Unsicherheitsquellen in Ihre Analyse einzubeziehen, sofern diese für Ihren Test- oder Messprozess relevant sind.
Sollten Sie nach der Durchsicht all dieser Informationsquellen immer noch nicht weiterkommen, dann kontaktieren Sie mich! Ich helfe Ihnen gerne weiter oder erstelle Ihnen sogar ein Unsicherheitsbudget .
Abschluss
In diesem Artikel haben Sie die sieben Unsicherheitsquellen bei Messungen kennengelernt, die in jedes Unsicherheitsbudget einfließen sollten. Außerdem hat Ihnen diese Anleitung gezeigt, wie Sie jede einzelne dieser Quellen anhand Ihrer vorhandenen Daten berechnen können (mit detaillierten Anweisungen).
Ich hoffe, dieser Leitfaden war hilfreich für Sie und dient Ihnen als Ressource zur Unsicherheitsabschätzung. Sollten Sie Ergänzungsvorschläge haben, lassen Sie es mich einfach wissen.
Laden Sie sich nun meinen Leitfaden herunter, führen Sie diese Berechnungen selbst durch und berücksichtigen Sie diese Faktoren, die zur Messunsicherheit beitragen, in Ihrem nächsten Unsicherheitsbudget.
Wenn Sie einen Rechner benötigen, der all diese Unsicherheitsquellen automatisch berechnet, schauen Sie sich meinen einfachen Unsicherheitsrechner für Excel an. Er ist ein hervorragendes Werkzeug, um unkompliziert Unsicherheitsbudgets zu erstellen.
Erfahren Sie mehr über den einfachen Unsicherheitsrechner für Excel.

18 Kommentare